


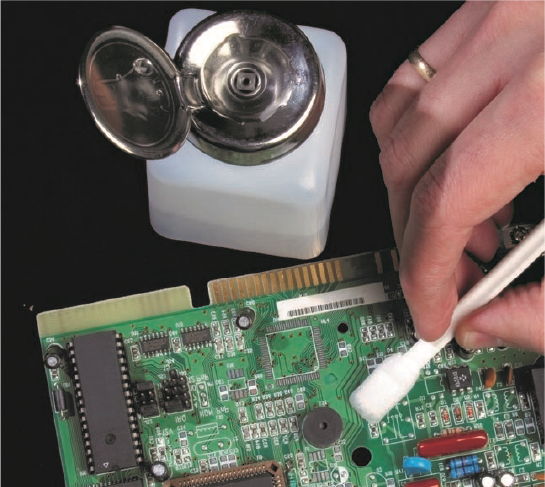
In environments where circuit boards must remain clean and fully functional, Isopropyl Alcohol is used to maintain the integrity of electronic components by preventing contamination and supporting proper performance.
This helps extend the lifespan of electronic devices and supports efficiency in processes where precision matters.
From precision cleaning in electronics to controlled use in healthcare and manufacturing, Isopropyl Alcohol supports processes that depend on stable results. Its behavior across different environments allows operations to maintain quality standards while adapting to varying conditions.
In addition, its fast drying properties make it suitable for applications where residue must be minimized and process turnaround time matters. This supports smoother workflows and more predictable results across different operational settings.
Its compatibility with different materials also allows it to be used across a wide range of surfaces without compromising performance. This makes it a practical choice for operations that require consistent results across multiple stages of production.
Its ability to support repeatable results across different environments makes it a dependable option in operations where maintaining process control is essential. This helps teams operate with greater confidence when consistency must be maintained over time.
